 智能制造網APP
智能制造網APP
 智能制造網手機站
智能制造網手機站
 智能制造網小程序
智能制造網小程序
 智能制造網官微
智能制造網官微
 智能制造網服務號
智能制造網服務號
















USB數據線焊接機器人 自動化焊接焊錫機
數據線全自動焊接USB全自動焊線機器人 自動化焊錫機
功率:靜態≦200W,動態≦260W
使用壓力范圍:4-6kgf/cm2(kpa)
單次焊接數量:1pcs
體積:900長*680寬*1050高(mm)
工作動作說明
首先開啟電源及氣源,按下啟動按鈕→人手卡線OK后→手感應或者
踩腳踏開關→USB線材輸送→開始理線→線材裁斷→芯線剝皮→送USB
端子→啟動焊錫→線材回收→完成自動焊錫工序
7. 操作說明
7.1機器安裝時注意事項
A.機箱的安裝環境:
將機箱安裝在通風良好的環境下,否則會影響PLC及其它電氣產品正常工作;
另外,機箱不得暴露在有水汽,腐蝕性氣體,可燃性氣體的場所下使用,
否則可能造成觸電或火災。
B. 將機器安裝在地板上時的注意事項:
將機器下面的4個水平螺栓進行旋轉,調整高度,以固定水平度,使機器
的重量平均作用在4個水平螺栓上,否則機身不穩會影響正常工作,
造成工作效率下降。
C. 電源的接線注意事項:
將電源線連接于單相AC220V,50/60Hz電源上,必須確保將機器進行有效
接地。
D. 空氣的連接注意事項:
將壓‰空氣接到本機的氣管快速接 上,注意氣壓是否在正常工作范圍。
E.機器自動或手動運行時,請勿將手或身體其他部分伸入機器內.
F.在進行機器維修或保養時請關斷電源及氣源開關,防止意外事故發生.
7.2操作步驟
1.接通氣源及電源
首先將氣源及電源開關打開,看到壓力表上的壓力指示是否在5-6kg/cm2。
2.機器開始運作
當氣源和電源都開啟時,按復 位按鈕(每次開始起動或重新起動時都需
要按下復位按鈕),當機器復位后,此時按下自動啟動按鈕,機器開始運作。
3.擺放線材
將要焊接的線材按樣品標準,從左至右分好顏色,依次插入卡線齒內,線
材卡好后,踩下腳踏開關或者將手移開(紅外線感應),線材自動到下一工序。
4.烙鐵 保養
停止工作時應給烙鐵 沾錫,然后關閉焊臺電源,防止烙鐵 氧化。烙鐵
正常工作溫度范圍為350±10。
7.3 人機界面上各指示燈及功能按鍵
A. 面板按鈕功能
蜂鳴器報警指示
數據線全自動焊接USB全自動焊線機器人 自動化焊錫機

USB數據線焊接機器人 自動化焊接焊錫機
蜂鳴器報警指示燈: 當機器出現異常時,將以燈光與聲音進行報警提示。
啟 動: 當機器復位在原點時,可按下自動運行。
復 位: 在任何狀態下按下此按鈕各機構會回到原位。
停 止: 當出現緊急情況,按下會停止所有動作。重新起動須向右旋轉打開
自鎖按鈕.
B.觸摸屏功能介紹
B2.按下歡迎使用按鈕進入日常保養畫面,如下圖所示

B3.按下開始使用按鈕進入自動運行畫面,如下圖所示:
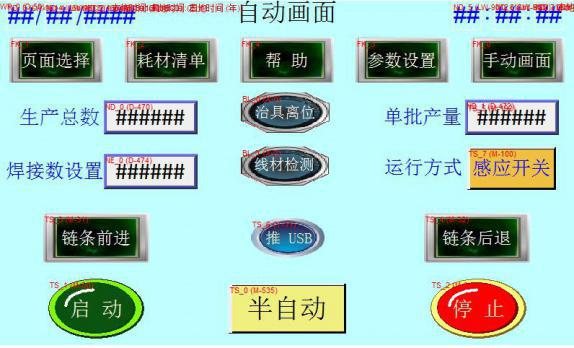
各參書定義如下:
生產總數量:顯示生產總數量,此數量需權限進入參數設定畫面清零
單批生產數量:顯示每批次焊接數量,按住顯示數量 3 秒鐘后可清零。
生產數設置: 通過開關控制生產數設置,到達設定數量后,機器報警提
示生產數量已到。然后需清零生產總數后才能重新啟動。
運行方式:紅外線人體感應或者是腳踏開關控制
半自動開/全自動開:半自動與全自動轉換按鈕,當半自動開時,線材卡
好后需踩下腳踏開關線材才會到下一工序;當卡線熟練后,可打開全自動模式,
當全自動模式開時,時間到后線材將自動到下一工序。
啟動:當機器復位后時,按下自動運行。
停止:按下該按鈕當前所有操作停止。
B4.在自動頁面按下手動畫面 ,跳轉到手動操作畫面,如下圖所示

USB數據線焊接機器人 自動化焊接焊錫機
手動操作調試使用時,需自動運行停止后,切換到手動運行,此時該畫面
各功能按鈕才有效。點擊相應的按鈕,按下變色是開啟,再次按下是關閉。按‘輸送啟動’按鈕后,鏈條將自動運行到焊錫位置,到位后自動停止按‘推端子氣缸’將推一個端子到出料口處按‘內芯線導正氣缸’壓線齒下壓導正線材內線線按‘焊接上下’烙鐵下降到端子焊接位按‘焊接前后’烙鐵前進到線材焊接位
按‘剝皮上下氣缸’剝皮刀下降到位,壓外皮氣缸到位按‘剝皮前后氣缸’剝刀后退進行剝皮
B5. 在畫面選擇頁面按下參數設置按鈕,輸入密碼后方可進入參數設置畫面,
參數設置畫面如下圖所示:

各參數定義如下:
焊后冷卻延時:烙鐵離開端子后錫點冷卻的時間,為防止端子脫落
自動延時啟動: 當開啟全自動時,延時時間到后鏈條自動運行,開始下一步
焊錫動作
烙鐵/去皮清洗時間: 焊接前清洗烙鐵的時間/剝皮后清洗剝刀的時間.
清洗頻率: 烙鐵 清洗的間隔次數
生產總數量: 顯示生產總數量,按住此數量 1 秒后清零
一次送錫: *次送錫量.
預 熱: 該時間為烙鐵 下降到位到二次送錫之間的時間間隔.
二次送錫: 第二次送錫量.
退 錫: 設置烙鐵離開端子之前退錫量.
停 滯: 該時間為退錫完后烙鐵 上升這之間的時間間隔.
B6. 報警現象排除方法:
a.當出現以下報警畫面,說明震動盤進料處*。此時需先點擊‘復位
送料氣缸’,然后用手推動振動盤進料口端子,然后再點擊‘確定’重新開始。
當出現以下報警畫面,請檢查振動盤 USB 狀態,如 USB 足量,需手動推動進料
口端子,然后按‘啟動按鈕’重新開始。

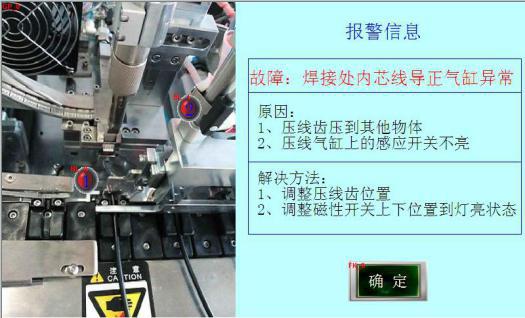
b.當出現以下報警畫面,按照畫面提示處理:
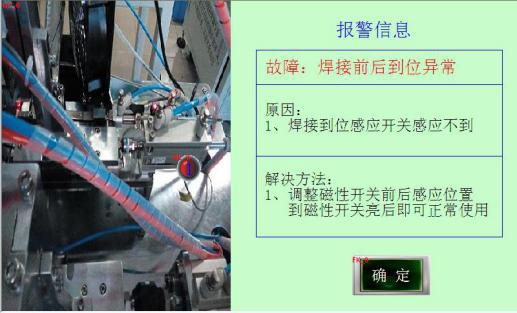
C.當出現以下故障現象:焊接前后到位異常時,請按照以下方法處理:
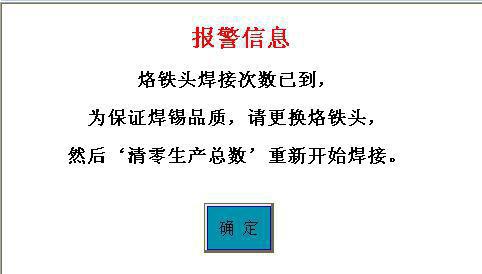
d. 當出現以下報警畫面,提示設置的生產數設置已經達到,此時需進入參數設置畫面,按住‘生產總數量’1后清零,然后重新開始焊接。
e、 出現以下畫面時,請檢查氣源是否打開或氣壓是否足夠或者是焊接上下
磁性開關是否在上限。

8. 錫線位置調試注意要點,錫線送出后位置必須在端子中間部位,才能保
證焊錫良率,如下圖所示:

維護和使用的注意事項
1.在機器運行過程中,嚴禁將 ,手伸入移動部位,氣缸動作等部位。若有需要應按下暫停或緊急停止按鈕,關閉氣源后再進行操作,否則,容易造成意外事故。
2.一定要確保機臺接地,接地不良可能會造成觸電。
3.在工作或調試過程中,注意烙鐵 是高溫,不可用身體碰觸到,以防燙傷;也不要讓烙鐵 碰撞到機器其它部分,損壞烙鐵 。
4.工作在開始之前,一定要進行機器的檢查、清潔。
5.調機時不可一人調機一人操作人機界面,以免發身意外。
6.運行過程中更改參數,不會馬上對焊接質量產生影響,相應的變化只會動下一條絞線開始。
7.操作人員不可隨意更改參數以提高速度,以免影響機器性能。
8.機器不使用時必須關閉焊臺溫控系統,否則易導致烙鐵 氧化。
9.每天定期用棉棒與酒精清理鏈條治具感應開關,否則會導致輸送鏈條不到位,產生焊錫品質異常。
烙鐵更換說明:

USB數據線焊接機器人 自動化焊接焊錫機
USB自動焊錫機常見故障分析及排除方法
故障情形 | 造成原因 | 采取措施 |
|
|
|
1.開機不能啟動 | a.未開氣源 或氣壓不足 | a.重新打開氣源 |
| b.氣缸在原始位置時磁性開關不亮 | b.調整磁性開關到有亮狀態 |
|
|
|
2.烙鐵 移動到 | a.壓細線氣缸沒到位 | a.檢查定位氣缸及磁性開關 |
USB處不焊接 | b.焊接前后氣缸沒到位 | b.檢查送料治具是否被卡住 |
|
|
|
3.焊接USB短路和 | a.錫線規格不符合要求 | a.更換松香含量3%的錫線 |
連錫 | b.烙鐵 位置調整不當 | B.調整烙鐵 使烙鐵 正好壓 |
| c.烙鐵 氧化、是否使用我司烙 | 在焊盤上 |
| 鐵 | C.更換我司烙鐵 |
|
|
|
4.焊接USB空焊 | a.烙鐵 左右位置不對 | a.調整好位置設定參數 |
| b.去皮不到位或線 裁斷 | b.調整剝線刀定位一位置。 |
| c.烙鐵 氧化 | c.更換烙鐵 |
| d.沒有錫絲或者錫絲被卡住 | d.更換錫絲或理齊錫絲 |
|
|
|
5.焊接USB有錫尖 | a.焊錫溫度過高 | a.適當降低烙鐵 的溫度 |
或錫刺 | b.焊接完等待時間太長 | b.適當減少焊接完等待時間 |
| c.去皮沒到位 |


