 智能制造網APP
智能制造網APP
 智能制造網手機站
智能制造網手機站
 智能制造網小程序
智能制造網小程序
 智能制造網官微
智能制造網官微
 智能制造網服務號
智能制造網服務號


















西門子通訊連接器6ES7972-0BA41-0XA0
上海隆彥*低價銷售西門子PLC,200,300,400,1200,西門子PLC附件,西門子電機,西門子人機界面,西門子變頻器,西門子數控伺服,西門子總線電纜現貨供應,咨詢系列產品,折扣低,貨期準時,并且備有大量庫存.*有效
================================
上海隆彥自動化科技有限公司
聯 系 人: 詹雪芬
24小時
在 線 商 務 850111590
直線銷售 電 話: 021- 61311927
傳 真:
=================================
如何正確使用Profibus插頭以及終端電阻
文獻
涉及產品西門子通訊連接器6ES7972-0BA41-0XA0
插頭與終端電阻在Profibus通訊中有著非常重要的作用,它們使用起來非常簡單,沒有很多復雜的設置;但是正是由于使用簡單,使得很多工程師在使用當中忽略了一些細節,導致很多通訊問題。
1 Profibus插頭的結構與簡單用法

圖1Profibus插頭結構
這是常見的Profibus插頭,如果我們有A、B兩個站點要做Profibus通訊,應該如何連接插頭呢?因為總線上只有兩個站,顯然終端電阻都要打到ON位置。那么插頭上的接線是否要一進一出呢。

圖2 兩個DP站點的連接
正確的做法是兩個插頭都連接進線端。因為終端電阻與插頭的出線端是2選1的。終端電阻打ON,進線端連接終端電阻,斷開與出線端的連接;終端電阻打OFF,進線端斷開與終端電阻的連接,連接出線端。
2常見的Profibus總線連接

圖3 主站在總線一端點
圖3所示的是一般的Profibus總線連接方法,主站位于總線的一端,終端電阻打ON。
然后依次連接后面的站點,中間的站點終端電阻打OFF,zui后面的站點終端電阻打ON。

圖4 主站在總線中間
有時候由于現場設備分布的原因,主站也可以安裝在Profibus總線的中間,具體做法如圖4所示。
終端電阻打ON的設備不能斷電,如圖5所示Profibus插頭上除了220歐的終端電阻以外還有兩個390歐的偏置電阻,并且偏置電阻上必須連接電源。

圖5 終端電阻和偏置電阻
如果終端設備需要經常斷電維護,或者終端設備只有接線端子而沒有9針D型插座,就需要使用有源終端模塊作為Profibus總線的終端(6ES7 972-0DA00-0AA0)。

圖6 Profibus有源終端模塊
如果Profibus電纜不夠長,需要把兩根電纜接起來,不能簡單的把兩根銅芯擰起來,因為這樣會破壞電纜的特征阻抗,可能會導致通訊問題。使用圖7中的接頭來連接兩根需要接起來的電纜。

圖7 Profibus連接接頭
3 RS485中繼器的終端電阻使用方法
Profibus通訊電纜的zui大長度取決于通訊的波特率,如果電纜超過了所能通訊的zui大長度,就需要使用RS485中繼器來延長通訊距離。
表1 總線長度與傳輸速率的關系
| 傳輸速率(kbit/s) | 9.6-187.5 | 500 | 1500 | 3000-12000 |
| 總線長度(m) | 1000 | 400 | 200 | 100 |
中繼器上有接線端子,Profibus電纜可直接連接到端子上。另外中繼器上也配有終端電阻。其用法與電纜插頭相同。
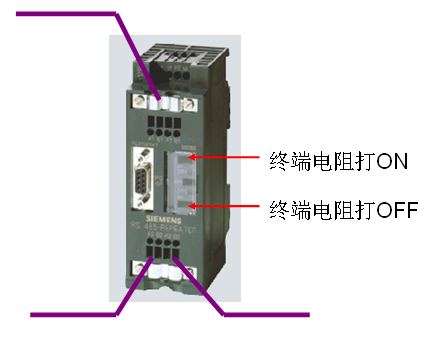
圖8 1網段只有進線,2網段有進線出線
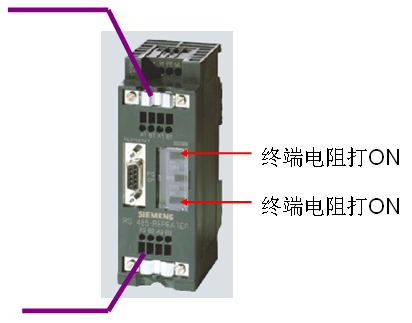
圖9 1網段只有進線,2網段只有進線
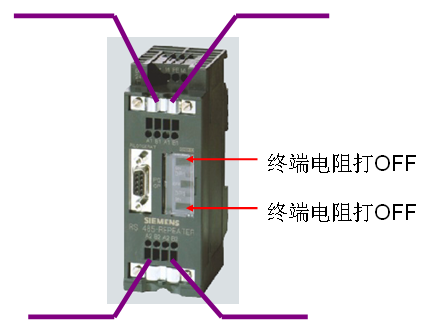
圖10 1網段有進線出線,2網段有進線出線
4 OLM上插頭終端電阻使用方法
如果現場設備通訊距離較遠,或者現場電磁干擾嚴重,可以使用OLM把電信號轉化成光信號,使用光纜來傳輸信號。OLM上有RS485電氣接口,需要使用Profibus插頭來連接電纜。并且OLM電氣接口不論連接主站還是從站,接法都一樣。
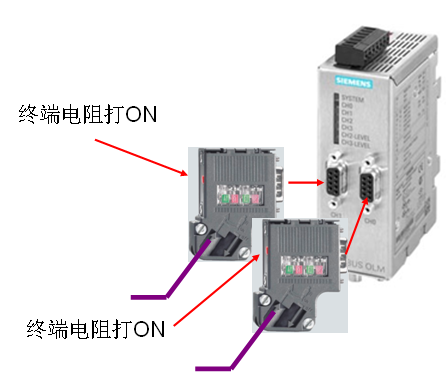
圖11 1網段只有進線,2網段只有進線
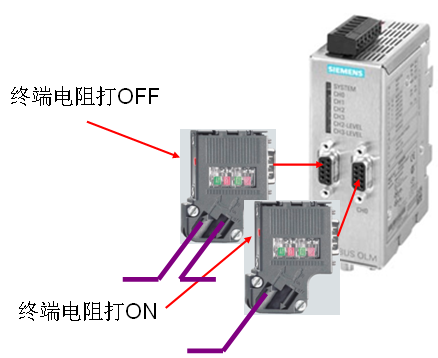
圖12 1網段有進線出線,2網段只有進線
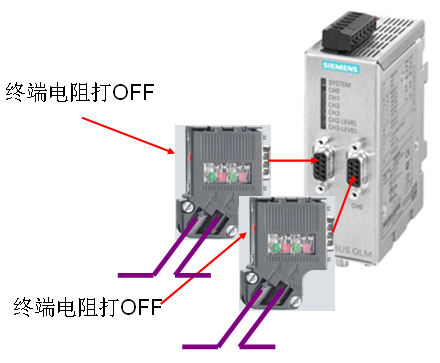
圖13 1網段有進線出線,2網段有進線出線
對于只有一個RS485接口的OLM,可認為只有1網段,接法相同。
5 DP/DP coupler上插頭終端電阻使用方法
兩個DP主站可以使用DP/DP coupler來傳輸數據。DP/DP coupler上有兩個RS485接口,連接方法與OLM相同。
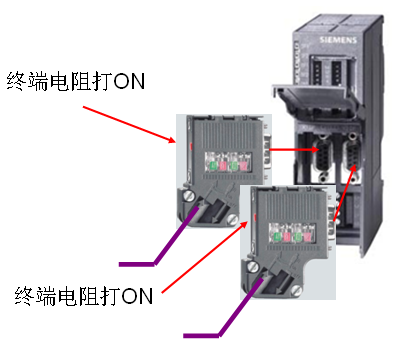
圖14 1網段只有進線,2網段只有進線
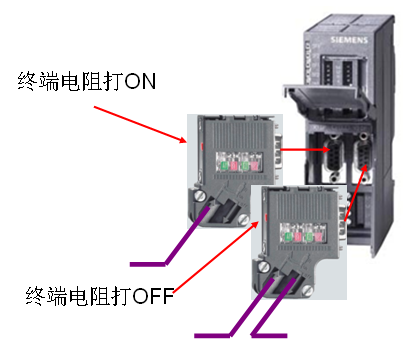
圖15 1網段只有進線,2網段有進線出線
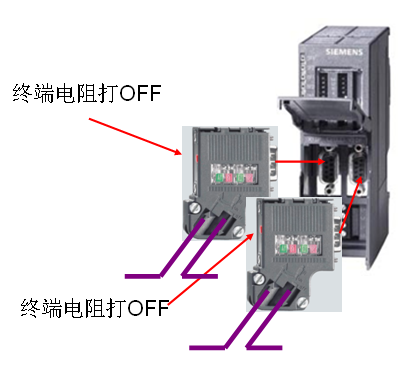
圖16 1網段有進線出線,2網段有進線出線
- 用于將 PROFIBUS 節點連接到 PROFIBUS 總線電纜
- 安裝簡單
- FastConnect 插頭采用絕緣刺破連接技術,可確保極短的組裝時間
- 集成端接電阻 (6ES7 972-0BA30-0XA0 中不具有)
- 通過帶 Sub-D 接口的連接器可以連接編程器,無需額外安裝網絡節點
![]()
Area of application
用于 PROFIBUS 的 RS485 總線連接器,可用于連接 PROFIBUS 節點或 PROFIBUS 網絡部件到 PROFIBUS 總線電纜。
![]()
Design
提供有各種類型的總線連接器,可優化用于連接的設備:
- 總線連接器具有軸向電纜引出線(180°),可用于如 PC 和 SIMATIC HMI OP,傳輸速率高達 12 Mbit/s,帶集成的總線端接電阻
- 帶垂直電纜引出線的總線連接器(90°);
這種接頭采用垂直電纜引出線(有或沒有編程器接口),數據傳輸速率高達 12 Mbit/s,帶集成的終端電阻。傳輸速率為 3、6 或12 Mbit/s 時,在帶編程器接口的總線接頭和編程器之間,需要使用 SIMATIC S5/S7 連接電纜。
- 有 30°電纜引出線的總線接頭(經濟型),無編程器接口,數據傳輸速率zui大為 1.5 Mbit/s,無集成的總線端接電阻。
- PROFIBUS 快速連接 RS485 總線接頭(90°或 180°電纜引出線),傳輸速率zui大為 12Mbit/s,采用絕緣刺破技術可實現快速簡單安裝(用于硬線和軟線)。
![]()
Functions
總線連接器可直接插入到 PROFIBUS 站或 PROFIBUS 網絡組件的 PROFIBUS 接口(9 針 Sub-D 接口)中。
可使用 4 個端子在插頭中連接進入和離開的 PROFIBUS 電纜。
通過從外部清晰可見的便于接觸的開關,可以連接總線連接器中集成的總線端接器(不適用于 6ES7 972-0BA30-0XA0)。在此過程中,連接器中的進線和出線總線電纜是分開的(隔離功能)。
必須在 PROFIBUS 網段的兩端進行這種連接。
![]()
Integration
總線連接器 | 6ES7972-0BA12-0XA0 | 6ES7972-0BA42-0XA0 | 6ES7972-0BA30-0XA01) |
|---|---|---|---|
電纜引出線 | 90° 電纜引出線 | 35° 電纜引出線 | 30° 電纜引出線 |
用于 PLC | |||
S7-200/-300/-400® | •2) | • | • |
S7-1200 with CM 1241, CM 1242-5; CM 1243-5 | • | ||
帶有 CP 5603 的 S7-mEC | • | • | • |
C7-633 DP, C7-634 DP, C7-635, C7-636 | • | • | • |
S5-115U 至 S5-155U | • | • | • |
I/O 設備 | |||
ET 200M/ET 200B/ET 200L/ET 200S | • | • | • |
編程設備 | |||
PG 720/720C/PG 740/PG 760 | • | • | |
接口 | |||
IM 308-C | • | • | • |
CP 5431 FMS/DP | • | • | • |
CP 342-5/CP 343-5/ CP 443-5/IM 467 | • | • | |
CP 5511/CP 5512/CP 5711/CP 5603 | • | • | • |
CP 561x/CP 562x | • | • | |
SIMATIC OP | |||
OLM/OBT | • | • | |
RS 485 中繼器 | • | • | |
診斷中繼器 | • | • |
• 適用于以下應用
1) 不能將柔性總線電纜與此連接器結合使用,zui大 1.5 Mbit/s
2) S7-400:
如果了 DP 接口,不能用于 MPI/DP 接口
如果了IFM2 接口,不能用于 IFM1 接口
總線連接器 | 6ES7972-0BA52-0XA0 | 6ES7972-0BA61-0XA0 | 6GK1500-0FC10 | 6GK1500-0EA02 |
|---|---|---|---|---|
電纜引出線 | 90° 電纜引出線 | 35° 電纜引出線 | 180° 電纜引出線 | 180° 電纜引出線 |
、PLC的基本概念
可編程控制器(Programmable Controller)是計算機家族中的一員,是為工業控制應用而設計制造的。早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller),簡稱PLC,它主要用來代替繼電器實現邏輯控制。隨著技術的發展,這種裝置的功能已經大大超過了邏輯控制的范圍,因此,今天這種裝置稱作可編程控制器,簡稱PC。但是為了避免與個人計算機(Personal Computer)的簡稱混淆,所以將可編程控制器簡稱PLC
2、PLC的基本結構
PLC實質是一種于工業控制的計算機,其硬件結構基本上與微型計算機相同,如圖所示:
a. *處理單元(CPU)
*處理單元(CPU)是PLC的控制中樞。它按照PLC系統程序賦予的功能接收并存儲從編程器鍵入的用戶程序和數據;檢查電源、存儲器、I/O以及警戒定時器的狀態,并能診斷用戶程序中的語法錯誤。當PLC投入運行時,首先它以掃描的方式接收現場各輸入裝置的狀態和數據,并分別存入I/O映象區,然后從用戶程序存儲器中逐條讀取用戶程序,經過命令解釋后按指令的規定執行邏輯或算數運算的結果送入I/O映象區或數據寄存器內。等所有的用戶程序執行完畢之后,zui后將I/O映象區的各輸出狀態或輸出寄存器內的數據傳送到相應的輸出裝置,如此循環運行,直到停止運行。
為了進一步提高PLC的可*性,近年來對大型PLC還采用雙CPU構成冗余系統,或采用三CPU的表決式系統。這樣,即使某個CPU出現故障,整個系統仍能正常運行。
b、存儲器
存放系統軟件的存儲器稱為系統程序存儲器。
存放應用軟件的存儲器稱為用戶程序存儲器。
C、電源
PLC的電源在整個系統中起著十分重要得作用。如果沒有一個良好的、可*得電源系統是無法正常工作的,因此PLC的制造商對電源的設計和制造也十分重視。一般交流電壓波動在+10%(+15%)范圍內,可以不采取其它措施而將PLC直接連接到交流電網上去。
3、PLC的工作原理
一. 掃描技術
當PLC投入運行后,其工作過程一般分為三個階段,即輸入采樣、用戶程序執行和輸出刷新三個階段。完成上述三個階段稱作一個掃描周期。在整個運行期間,PLC的CPU以一定的掃描速度重復執行上述三個階段。
(一) 輸入采樣階段
在輸入采樣階段,PLC以掃描方式依次地讀入所有輸入狀態和數據,并將它們存入I/O映象區中的相應得單元內。輸入采樣結束后,轉入用戶程序執行和輸出刷新階段。在這兩個階段中,即使輸入狀態和數據發生變化,I/O映象區中的相應單元的狀態和數據也不會改變。因此,如果輸入是脈沖信號,則該脈沖信號的寬度必須大于一個掃描周期,才能保證在任何情況下,該輸入均能被讀入。
(二) 用戶程序執行階段
在用戶程序執行階段,PLC總是按由上而下的順序依次地掃描用戶程序(梯形圖)。在掃描每一條梯形圖時,又總是先掃描梯形圖左邊的由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算,然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態;或者刷新該輸出線圈在I/O映象區中對應位的狀態;或者確定是否要執行該梯形圖所規定的特殊功能指令。
即,在用戶程序執行過程中,只有輸入點在I/O映象區內的狀態和數據不會發生變化,而其他輸出點和軟設備在I/O映象區或系統RAM存儲區內的狀態和數據都有可能發生變化,而且排在上面的梯形圖,其程序執行結果會對排在下面的凡是用到這些線圈或數據的梯形圖起作用;相反,排在下面的梯形圖,其被刷新的邏輯線圈的狀態或數據只能到下一個掃描周期才能對排在其上面的程序起作用。
(三) 輸出刷新階段
當掃描用戶程序結束后,PLC就進入輸出刷新階段。在此期間,CPU按照I/O映象區內對應的狀態和數據刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這時,才是PLC的真正輸出。
比較下二個程序的異同:
程序1:
程序2:
這兩段程序執行的結果*一樣,但在PLC中執行的過程卻不一樣。
※ 程序1只用一次掃描周期,就可完成對%M4的刷新;
※ 程序2要用四次掃描周期,才能完成對%M4的刷新。
這兩個例子說明:同樣的若干條梯形圖,其排列次序不同,執行的結果也不同。另外,也可以看到:采用掃描用戶程序的運行結果與繼電器控制裝置的硬邏輯并行運行的結果有所區別。當然,如果掃描周期所占用的時間對整個運行來說可以忽略,那么二者之間就沒有什么區別了。
一般來說,PLC的掃描周期包括自診斷、通訊等,如下圖所示,即一個掃描周期等于自診斷、通訊、輸入采樣、用戶程序執行、輸出刷新等所有時間的總和。
二. PLC的I/O響應時間
為了增強PLC的抗*力,提高其可*性,PLC的每個開關量輸入端都采用光電隔離等技術。
為了能實現繼電器控制線路的硬邏輯并行控制,PLC采用了不同于一般微型計算機的運行方式(掃描技術)。
以上兩個主要原因,使得PLC得I/O響應比一般微型計算機構成的工業控制系統滿的多,其響應時間至少等于一個掃描周期,一般均大于一個掃描周期甚至更長。
所謂I/O響應時間指從PLC的某一輸入信號變化開始到系統有關輸出端信號的改變所需的時間。其zui短的I/O響應時間與zui長的I/O響應時間如圖所示:
第(n-1)個
掃描周期
zui短I/O響應時間:
zui長I/O響應時間
SIEMENS PLC在中國的產品,根據規模和性能的大小,主要有 S7-200 S7-300 和S7-400三種,下面就簡單介紹一下該三種產品的一些特性。
S7-200
針對低性能要求的摸塊化小控制系統,它zui多可有7個模塊的擴展能力,在模塊中集成背板總線,它的網絡聯接有RS-485通訊接口和Profibus兩種,可通過編程器PG訪問所有模塊,帶有電源、CPU和I/O的一體化單元設備。
其中的擴展模塊(EM)有以下幾種:數字量輸入模塊(DI)——24VDC 和 120/230VAC;數字量輸出(DO)——24VDC 和 繼電器;模擬量輸入模塊(AI)——電壓、電流、電阻和熱電偶;模擬量輸出模塊——電壓和電流。 還有一個比較特殊的模塊-通訊處理器(CP)——該塊的功能是可以把S7-200作為主站連接到AS-接口(傳感器和執行器接口),通過AS-接口的從站可以控制多達248個設備,這樣就可以顯著的擴展S7-200的輸入和輸出點數。
西門子SIMATIC系列PLC,誕生于1958年,經歷了C3,S3,S5,S7系列,已成為應用非常廣泛的可編程控制器。
西門子(SIMATIC)PLC的6代西門子(SIMATIC)PLC的6代
1、西門子公司的產品zui早是1975年投放市場的SIMATIC S3,它實際上是帶有簡單操作接口的二進制控制器。
2、1979年,S3系統被SIMATIC S5所取代,該系統廣泛地使用了微處理器。
3、20世紀80年代初,S5系統進一步升級——U系列PLC,較常用機型:S5-90U、95U、100U、115U、135U、155U。
4、1994年4月,S7系列誕生,它具有更化、更高性能等級、安裝空間更小、更良好的WINDOWS用戶界面等優勢,其機型為:S7-200、300、400。
5、1996年,在過程控制領域,西門子公司又提出PCS7(過程控制系統7)的概念,將其優勢的WINCC(與WINDOWS兼容的操作界面)、PROFIBUS(工業現場總線)、COROS(監控系統)、SINEC(西門子工業網絡)及控調技術融為一體。
6、西門子公司提出TIA(Totally Integrated Automation)概念,即全集成自動化系統,將PLC技術溶于全部自動化領域。
由zui初發展至今,S3、S5系列PLC已逐步退出市場,停止生產,而S7系列PLC發展成為了西門子自動化系統的控制核心,而TDC系統沿用SIMADYN D技術內核,是對S7系列產品的進一步升級,它是西門子自動化系統zui*,功能zui強的可編程控制器。
產品分類編輯
可編程控制器是由現代化生產的需要而產生的,可編程序控制器的分
西門子PLCS7-200系列西門子PLCS7-200系列
類也必然要符合現代化生產的需求。
一般來說可以從三個角度對可編程序控制器進行分類。其一是從可編程序控制器的控制規模大小去分類,其二是從可編程序控制器的性能高低去分類,其三是從可編程序控制器的結構特點去分類。
控制規模
可以分為大型機、中型機和小型機。
西門子PLCS7-300系列西門子PLCS7-300系列
小型機: 小型機的控制點一般在256點之內,適合于單機控制或小型系統的控制。
西門子小型機有S7-200:處理速度0.8~1.2ms ;存貯器2k ;數字量248點;模擬量35路 。
中型機:中型機的控制點一般不大于2048點,可用于對設備進行直接控制,還可以對多個下一級的可編程序控制器進行監控,它適合中型或大型控制系統的控制。
西門子中型機有S7-300:處理速度0.8~1.2ms ;存貯器2k ;數字量1024點;模擬量128路 ;網絡PROFIBUS;工業以太網;MPI。
大型機:大型機的控制點一般大于2048點,不僅能完成較復雜的算術運
西門子PLCS7-400系列西門子PLCS7-400系列
算還能進行復雜的矩陣運算。它不僅可用于對設備進行直接控制,還可以對多個下一級的可編程序控制器進行監控。
西門子大型機有S7-400 :處理速度0.3ms / 1k字;
存貯器512k ;I/O點12672;
控制性能
可以分為高檔機、中檔機和低檔機。
低檔機
這類可編程序控制器,具有基本的控制功能和一般的運算能力。工作速度比較低,能帶的輸入和輸出模塊的數量比較少。
比如,德國SIEMENS公司生產的S7-200就屬于這一類。
中檔機
這類可編程序控制器,具有較強的控制功能和較強的運算能力。它不僅能完成一般的邏輯運算,也能完成比較復雜的三角函數、指數和PID運算。工作速度比較快,能帶的輸入輸出模塊的數量也比較多,輸入和輸出模塊的種類也比較多。
比如,德國SIEMENS公司生產的S7-300就屬于這一類。
高檔機
這類可編程序控制器,具有強大的控制功能和強大的運算能力。它不僅能完成邏輯運算、三角函數運算、指數運算和PID運算,還能進行復雜的矩陣運算。工作速度很快,能帶的輸入輸出模塊的數量很多,輸入和輸出模塊的種類也很全面。這類可編程序控制器可以完成規模很大的控制任務。在聯網中一般做主站使用。
比如,德國SIEMENS公司生產的S7-400就屬于這一類。
結構
整體式
整體式結構的可編程序控制器把電源、CPU、存儲器、I/O系統都集成
plc結構plc結構
在一個單元內,該單元叫做作基本單元。一個基本單元就是一臺完整的PLC。
控制點數不符合需要時,可再接擴展單元。整體式結構的特點是非常緊湊、體積小、成本低、安裝方便。
組合式
組合式結構的可編程序控制器是把PLC系統的各個組成部分按功能分成
plc組合plc組合
若干個模塊,如CPU模塊、輸入模塊、輸出模塊、電源模塊等等。其中各模塊功能比較單一,模塊的種類卻日趨豐富。比如,一些可編程序控制器,除了-些基本的I/O模塊外,還有一些特殊功能模塊,像溫度檢測模塊、位置檢測模塊、PID控制模塊、通訊模塊等等。組合式結構的PLC特點是CPU、輸入、輸出均為獨立的模塊。模塊尺寸統一、安裝整齊、I/O點選型自由、安裝調試、擴展、維修方便。
疊裝式
疊裝式結構集整體式結構的緊湊、體積小、安裝方便和組合式結構的I/O點搭配靈話、安裝整齊的優點于一身。它也是由各個單元的組合構成。其特點是CPU自成獨立的基本單元(由CPU和一定的I/O點組成),其它I/O模塊為擴展單元。在安裝時不用基板,僅用電纜進行單元間的聯接,各個單元可以一個個地疊裝。使系統達到配置靈活、體積小巧。
詳細介紹編輯
1.SIMATIC S7-200 PLC S7-200 PLC是超小型化的PLC,它適用于各行各業,各種場合中的自動檢測、監測及控制等。S7-200 PLC的強大功能使其無論單機運行,或連成網絡都能實現復雜的控制功能。 S7-200PLC可提供4個不同的基本型號與8種CPU可供選擇使用。
2.SIMATIC S7-300 PLC S7-300是模塊化小型PLC系統,能滿足中等性能要求的應用。各種單獨
西門子PLC之S7家族西門子PLC之S7家族
的模塊之間可進行廣泛組合構成不同要求的系統。與S7-200 PLC比較,S7-300 PLC采用模塊化結構,具備高速(0.6~0.1μs)的指令運算速度;用浮點數運算比較有效地實現了更為復雜的算術運算;一個帶標準用戶接口的軟件工具方便用戶給所有模塊進行參數賦值;方便的人機界面服務已經集成在S7-300操作系統內,人機對話的編程要求大大減少。SIMATIC人機界面(HMI)從S7-300中取得數據,S7-300按用戶的刷新速度傳送這些數據。S7-300操作系統自動地處理數據的傳送;CPU的智能化的診斷系統連續監控系統的功能是否正常、記錄錯誤和特殊系統事件(例如:超時,模塊更換,等等);多級口令保護可以使用戶高度、有效地保護其技術機密,防止未經允許的復制和修改;S7-300 PLC設有操作方式選擇開關,操作方式選擇開關像鑰匙一樣可以拔出,當鑰匙拔出時,就不能改變操作方式,這樣就可防止非法刪除或改寫用戶程序。具備強大的通信功能,S7-300 PLC可通過編程軟件Step 7的用戶界面提供通信組態功能,這使得組態非常容易、簡單。S7-300 PLC具有多種不同的通信接口,并通過多種通信處理器來連接AS-I總線接口和工業以太網總線系統;串行通信處理器用來連接點到點的通信系統;多點接口(MPI)集成在CPU中,用于同時連接編程器、PC機、人機界面系統及其他SIMATIC S7/M7/C7等自動化控制系統。
3. SIMATIC S7-400 PLC S7-400 PLC是用于中、高檔性能范圍的可編程序控制器。 S7-400 PLC采用模塊化無風扇的設計,可靠耐用,同時可以選用多種級別(功能逐步升級)的CPU,并配有多種通用功能的模板,這使用戶能根據需要組合成不同的系統。當控制系統規模擴大或升級時,只要適當地增加一些模板,便能使系統升級和充分滿足需要。
4工作原理編輯
當PLC投入運行后,其工作過程一般分為三個階段,即輸入采樣、用戶程序執行和輸出刷新三個階段。完成上述三個階段稱作一個掃描周期。在整個運行期間,PLC的CPU以一定的掃描速度重復執行上述三個階段。
輸入采樣
在輸入采樣階段,PLC以掃描方式依次地讀入所有輸入狀態和數據,并將它們存入I/O映象區中的相應得單元內。輸入采樣結束后,轉入用戶程序執行和輸出刷新階段。在這兩個階段中,即使輸入狀態和數據發生變化,I/O映象區中的相應單元的狀態和數據也不會改變。因此,如果輸入是脈沖信號,則該脈沖信號的寬度必須大于一個掃描周期,才能保證在任何情況下,該輸入均能被讀入。
用戶程序執行
在用戶程序執行階段,PLC總是按由上而下的順序依次地掃描用戶程序(梯形圖)。在掃描每一條梯形圖時,又總是先掃描梯形圖左邊的由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算,然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態;或者刷新該輸出線圈在I/O映象區中對應位的狀態;或者確定是否要執行該梯形圖所規定的特殊功能指令。
即,在用戶程序執行過程中,只有輸入點在I/O映象區內的狀態和數據不會發生變化,而其他輸出點和軟設備在I/O映象區或系統RAM存儲區內的狀態和數據都有可能發生變化,而且排在上面的梯形圖,其程序執行結果會對排在下面的凡是用到這些線圈或數據的梯形圖起作用;相反,排在下面的梯形圖,其被刷新的邏輯線圈的狀態或數據只能到下一個掃描周期才能對排在其上面的程序起作用。
輸出刷新
當掃描用戶程序結束后,PLC就進入輸出刷新階段。在此期間,CPU按照I/O映象區內對應的狀態和數據刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這時,才是PLC的真正輸出。
同樣的若干條梯形圖,其排列次序不同,執行的結果也不同。另外,采用掃描用戶程序的運行結果與繼電器控制裝置的硬邏輯并行運行的結果有所區別。當然,如果掃描周期所占用的時間對整個運行來說可以忽略,那么二者之間就沒有什么區別了。
規 格:SIEMENS;*
數 量:大量的庫存、幾乎所有型號
貨 期:現貨當日發、訂貨4-6周;
我們的宗旨:誠信為本、薄利多銷、*合作。
鄭重承諾!西門子保內*產品!質保一年!(非人為不保)!
一年內因本身質量問題免費更換新產品,不收取任何費用,
我公司大量現貨供應,價格優勢,*,德國*
說明: 將RLO的狀態保存到狀態字寄存器中的BR位中。
鄭重承諾!西門子保證*產品!質保一年!!一年內因本身質量問題免費更換新產品,不收取任何費用,公司*經營西門子PLC,S7-200,S7-200CN,S7-300,S7-400,S7-1200,LOGO,變頻器,人機界面,電機,伺服電機,數控系統,數控主板,總線電纜,等自動化
S7-200系列在集散自動化系統中充分發揮其強大功能。使用范圍
可覆蓋從替代繼電器的簡單控制到更復雜的自動化控制。應用領域極為
廣泛,覆蓋所有與自動檢測,自動化控制有關的工業及民用領域,包括
各種機床、機械、電力設施、民用設施、環境保護設備等等。如:沖壓
機床,磨床,印刷機械,橡膠化工機械,*空調,電梯控制,運動系
統。
產品遠銷:
1.華北地區:北京、天津、河北、山西、內蒙古(5個省、市、區)。
2.東北地區:遼寧、吉林、黑龍江、大連(4個省、市)。
3.華東地區:上海、江蘇、浙江、安徽、福建、江西、山東、寧波、夏門、青島(10個省、市)。
4.中南地區:河南、湖北、湖南、廣東、廣西、海南、深圳(7個省、市)。
5.西南地區:重慶、四川、貴州、云南、西藏(5個省、市)。
6.西北地區:陜西、甘肅、青海、寧夏、新疆(5個省、區)
我公司是一家專業的自動化工控產品維修企業,公司有充足的備件和優良的維修工程師,可為客戶提供各
種品牌變頻器維修,伺服維修,直流調速器維修,數控系統維修,觸摸屏維修及各種控制板,電路板類的
專業維修、現場搶修、等。維修企業化運作,為客戶提供持續的保障,所有維修工程師均接受專
業的技術培訓,除現場器件板類快速更換維修外,我們均采取器件級維修,只將故障電子元器件及不良電
子元器件進行更換,以此降低維修成本。 24小時接修服務,先檢測,報價,經用戶認可再進行維修。所有維修變頻器經負載試驗、質量保證,沒有修不好的機器,只有不精通的技術,維修成功率99%。 維修一部:專業維修西門子變頻器、伺服、直流調速器、觸摸屏、PLC、電源等全系列自動化產品,維修工程師經西門子培訓合格后持證上崗。












